
Injection Molded Surface Finishes
Get your bending/forming prototypes and production parts delivered within days

Which injection mold finish would be the most suitable option for your part?
At MXY, we often receive the question, “What do your molded parts look like?” The answer is quite simple: they can look however you desire! We have a wide range of molding suppliers and offer all standard mold finishing options. Our mold finishes encompass SPI, MoldTech, VDI (EDM), and various others. These finishes can vary from glossy to matte, and even include patterns. The finish applied to the mold cavity will transfer to the surface of the molded part. For instance, a polished mold surface will result in a reflective or transparent part. It’s important to note that mold finishes differ from finishes for CNC machined or 3D printed parts, where each component is treated individually. While adding a finish or texture may impact the tool’s price based on the required process, it does not affect the price of the individual parts.
The most commonly used finishes include those provided by the Society of the Plastics Industry (SPI). SPI offers a range of standard mold finishes, starting from heavily polished (SPI A) to semi-gloss (SPI B), and fine and coarse matte (SPI C and SPI D). Polished textures can enhance the cosmetic reflection or transparency of transparent polymers, while matte finishes can offer more subdued tones and even help prevent fingerprints on handled products (such as laptop frames and keyboards).
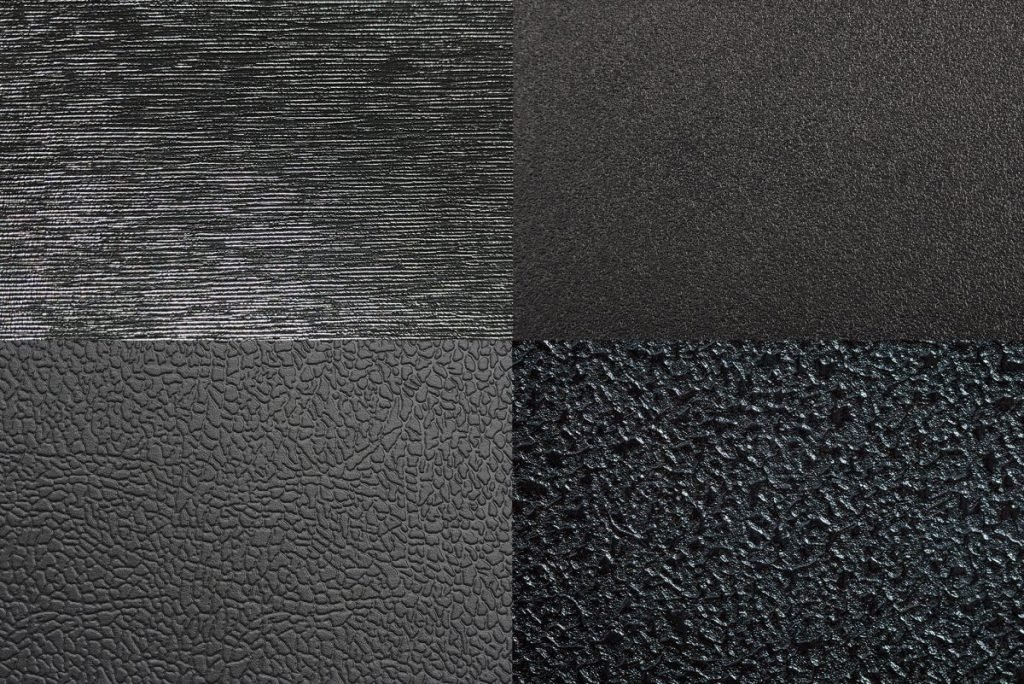
Mold-Tech finishes
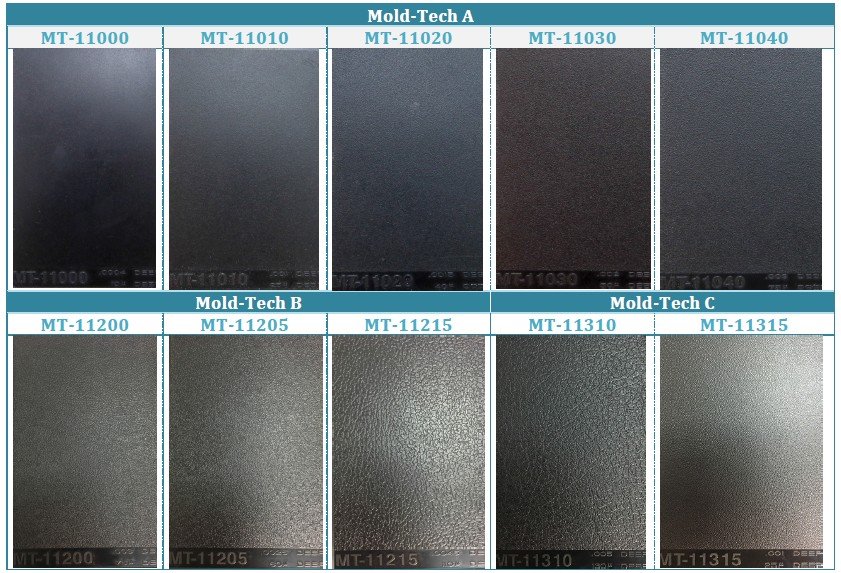
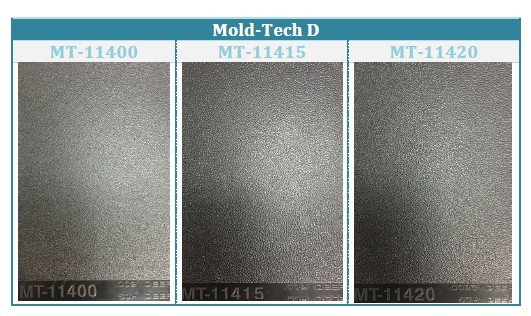
The following are the Mold-Tech texture specifications along with their corresponding texture depth and draft angle specifications, which are commonly utilized as a reference for surface finish in plastic injection molding.
| Mold-Tech A | Mold-Tech B | |||||
| Pattern # | Depth (mm) | Draft Angle (min) | Pattern # | Depth (mm) | Draft Angle (min) | |
| MT-11000 | 0.01016 | 1˚ | MT-11200 | 0.07620 | 4.5˚ | |
| MT-11010 | 0.02540 | 1.5˚ | MT-11205 | 0.06350 | 4˚ | |
| MT-11020 | 0.03810 | 2.5˚ | MT-11210 | 0.08890 | 5.5˚ | |
| MT-11030 | 0.05080 | 3˚ | MT-11215 | 0.11430 | 6.5˚ | |
| MT-11040 | 0.07620 | 4.5˚ | MT-11220 | 0.12700 | 7.5˚ | |
| MT-11050 | 0.11430 | 6.5˚ | MT-11225 | 0.11430 | 6.5˚ | |
| Mold-Tech C | Mold-Tech D | |||||
| Pattern # | Depth (mm) | Draft Angle (min) | Pattern # | Depth (mm) | Draft Angle (min) | |
| MT-11300 | 0.06350 | 3.5˚ | MT-11400 | 0.05080 | 3˚ | |
| MT-11305 | 0.12700 | 7.5˚ | MT-11405 | 0.06350 | 4˚ | |
| MT-11310 | 0.12700 | 7.5˚ | MT-11410 | 0.08890 | 5.5˚ | |
| MT-11315 | 0.02540 | 1.5˚ | MT-11415 | 0.05080 | 3˚ | |
| MT-11320 | 0.06350 | 4˚ | MT-11420 | 0.06350 | 4˚ | |
| MT-11325 | 0.07620 | 4.5˚ | MT-11425 | 0.08890 | 5.5˚ | |
Mold-Tech finishes Reference
Plastics Industry Association (SPI) Mold Finishes
Standard SPI Injection Molding Finishes
| Finish | Mold Finish Description | Description | SPI Standard | Comments | Surface Roughness, Ra(um) |
| Glossy | #3 Diamond Polish | The mold is first smoothed and then polished with a diamond buff. | A-1 | Mirror-like Finish | 0 – 1 |
| #6 Diamond Polish | A-2 | 1 – 2 | |||
| #15 Diamond Polish | A-3 | 2 – 3 | |||
| Semi-Glossy | #600 Grit Paper | The mold is smoothed with fine grit paper. | B-1 | Fine surface Finish | 2 – 3 |
| #400 Grit Paper | B-2 | 4 – 5 | |||
| #320 Grit Paper | B-3 | 9 – 10 | |||
| Matte | #600 Grit Stone | The mold is smoothed with fine grit stone. | C-1 | Removing all machining marks | 10 – 12 |
| #400 Grit Stone | C-2 | 25 – 28 | |||
| #320 Grit Stone | C-3 | 38 – 42 | |||
| Textured | #11 Glass Bead | The mold is first smoothed with fine grit stone and then sandblasted with different medias. | D-1 | Resulting in a textured surface. | 10 – 12 |
| #240 Aluminium Oxide | D-2 | 26 – 32 | |||
| #24 Aluminium Oxide | D-3 | 190 – 230 | |||
| As-Machined | – | The mold is finished to the machinist’s discretion. | – | Visible tool marks | Canbe down to 0.8 or up to 32 |
SPI finishes Reference

VDI finishes
VDI surface finishes are defined by the texture standard established by Verein Deutshcher Ingenieure (VDI), the Society of German Engineers. These finishes are typically achieved through the EDM (Electrical Discharge Machining) process during mold machining. Alternatively, similar finishes can be achieved using the “Mold-Tech” style. EDM is commonly employed for smaller areas, while “Mold-Tech” is more suitable for larger areas.
| VDI | Draft angle – °per side | ||||
| VDI # | Ra (um) | Rz (um) | ABS | PC | PA (Nylon) |
| 12 | 0.4 | 1.5 | 0.5˚ | 1˚ | 0˚ |
| 15 | 0.56 | 2.4 | 0.5˚ | 1˚ | 0.5˚ |
| 18 | 0.8 | 3.3 | 0.5˚ | 1˚ | 0.5˚ |
| 21 | 1.12 | 4.7 | 0.5˚ | 1˚ | 0.5˚ |
| 24 | 1.6 | 6.5 | 1˚ | 1.5˚ | 0.5˚ |
| 27 | 2.24 | 10.5 | 1.5˚ | 2˚ | 1˚ |
| 30 | 3.15 | 12.5 | 2˚ | 2˚ | 1.5˚ |
| 33 | 4.5 | 17.5 | 2.5˚ | 3˚ | 2˚ |
| 36 | 6.3 | 24 | 3˚ | 4˚ | 2.5˚ |
| 39 | 9 | 34 | 4˚ | 5˚ | 3˚ |
| 42 | 12.5 | 48 | 5˚ | 6˚ | 4˚ |
| 45 | 18 | 69 | 6˚ | 7˚ | 5˚ |
vDI finishes Reference

Valuable Advice for Choosing Surface Finishes
A high level of gloss on a mold does not guarantee the same level of gloss on the injection molded part. This is because there are other factors that come into play, such as the type of material used, the conditions during molding, and the design of both the mold and the part. For instance, when comparing an ABS part to a PP part, the ABS part will have a shinier surface finish.
To achieve a high gloss surface finish, a higher quality mold material is necessary. Tool steels with the highest level of hardness are required in order to achieve a finely polished surface. For example, NAK80 tool steel (HRC 40-43) is needed to produce a mirror-like surface finish, as opposed to P20 tool steel (HRC 30-33). It is important to note that using a harder mold tool will increase both the time required for machining and post-processing, which will have an impact on the overall cost and lead time.
When using glass or other mineral-filled materials, there may be streaking in the material, making it more difficult to produce a highly cosmetic part. However, this is not always the case. It is always advisable to consult with the manufacturer and obtain a material sample plaque of the actual material you plan to use in order to have a better understanding of the surface requirements you are aiming for.
Injection molding Applications

Models Depicting Concepts
Product developers can easily produce physical prototypes of their designs using plastic 3D printing, thanks to its speed and versatility in the iterative process.

Rapid Prototyping
Plastic 3D printing enables the production of functional plastic prototypes, including moving parts and all-in-one assemblies.

Digital Production Directly
Plastic 3D Printing is perfect for creating numerous customized or individual parts due to its exceptional precision and reliability.
Why choose mXY

Endless choices
Select from a wide range of options for your order, including various materials, finishes, tolerances, markings, and certifications.

User-friendly
Have your parts conveniently delivered to your doorstep, eliminating the need for sourcing, project management, logistics, or shipping.

Verified Network
Our certifications include ISO 9001:2015, ISO 13485, and AS9100D. Only the best shops that meet our standards become Suppliers.